| 2012年7月 運転台車を作る②
|
|
| かなり間が空いてしまったが、運転台車の追加工作を行う。基本的な形状はできているので、羽目板の加工をおこなう。
実機の羽目板は木製だったり、金属プレスだったりするが、トム50000は木製なので、羽目板をそれらしく見えるように加工しなければならない。 |
|
 |
 |
|
端面をヤスリで斜めに削る |
拡大 |
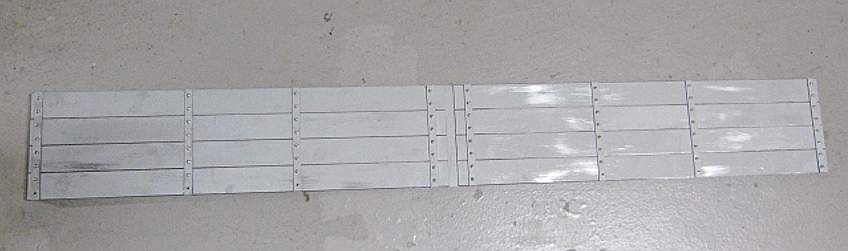
| すべての板の端面をこのように削り、側面板に並べてみる。各側板は帯板で共締めされるが、側板の両端と再下段の穴はそれに加えてアングルとも共締めする。側板と羽目板はM2×6mmでボルトナット、両端・再下段はアングルの厚み分を加味してM2×8mmを使用した。 また、側面板と帯板は2液性構造用接着剤も併用して固定し、ボルトナットを外してもばらばらにならないようにする。ボルトナットはリベットに見せるための装飾を兼ねている。 下写真では見難いが、一番下の穴にボルトが止まっていないのは底板に接着してあるアングルと共締め固定するためである。 写真に残すのを忘れてしまったが、底板にはすでにアングルがねじ・接着剤併用で止まっている。 |
|
 |
|
 |
 |
|
端部分 |
妻板はアルミアングルでらしく見せる。 |
| 文章ではたったこれだけだが、アングルの切りだし、穴あけ、仮固定、写しあけ、本ねじ止めの作業量は結構な量である。ビスとナットは230個近くある。
かかった時間総計は6時間といったところか。ただし、妻板は片側しか完成することができなかった。もう少し工作を続けなければならない。 |
|
 |
|
|
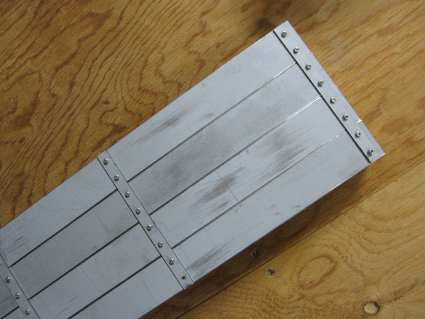
下周りと合体させて写真撮影。なかなか良い感じではないか・・・ |
|
| 余談だが、構造用接着剤は一体どのくらいの強度があるか? 接着剤を混ぜ合わせるために使った金属片が固まってしまったので、それを使って実験してみた。私の現在使用している構造用接着剤は2002年12月に購入したもので、すでに変質しており硬化剤に至っては容器まで変質してしまっている。接着にかかるスピードは大幅に落ちており、すでにまともな代物ではない。 テストピースをはがそうとしてみたが・・・とてもはがれるものではなかった。テストピースにマイナスドライバーをあてて、ハンマーでたたいても金属片が変形するばかりで一向にはがれなかった。 最終的にはバーナーであぶって外したが、強度としては全く問題ないだろう。これほど強度があるなら8620の運転席にもこれを使うべきだったと反省した。はんだは錆がひどく、大変である。 今月号の「オールドタイマー」誌では鉄板に残ったフラックスを除去するために必要な水の量の実験をしている。高圧洗浄機で洗うぐらいのことをしないといけないようだ。また、この本ではセメント粉を使って水をアルカリ化してフラックスを洗い流す実験もしている。 見る機会があればぜひ。 |
|
|
|
|