| 2012年1月 運転台車をつくる①
2010年の7月~10月にかけて「乗用台車(お客様を乗せるための客車)」の製作を紹介したが、今回は「運転台車(運転専用の台車)」である。現在、T-5の運転は「乗用台車」に乗って行っているが、新たに「運転台車」を製作することにした。 国鉄型二軸台車を運転台車にすることで見栄えを良くし、おまけに給水設備を備えることで機関車側の軸動ポンプをすべて廃止する。8620はテンダー機関車なのでそのままにして完成させる(というよりあらかじめ軸動ポンプのトラブルを想定して外せるようにしてある)が、T5、コッぺルからは原則廃止する。当然この運転台車に搭載する給水設備はコストカットの為にコッぺルから拝借する。 まずはトム50000への変更のみである。 設計から・・・ |
|
|
トム50000 |
|
| 下回りをそのままワム90000のものを利用したので、工作は上回りだけである。当時から上回りは多様に作り替えることができるよう、台枠側と上回り側とそれぞれ別の床板を設けてある。 上回りは簡単に取り外しができるようになっている。廃止にした上回りは置き場所に困るがとりあえず保管しておく。 進化を見越して設計できるところが自作の醍醐味である。 トム50000にした理由はホイールベースと全長の諸元から近いものを探したらこの形式になった。 木材を使って作るとどうしても側板が厚くなりがちなので、最初から除外した。側板・妻板のベースは1.0mmの亜鉛メッキ鋼板を使用し、そこへ同じ厚みの羽目板を4段取り付けて、さらに帯板を同厚の素材で取りつけ、構造用接着剤と2.0mm鍋ビスで貫通固定する。また四隅はアングル固定としてこれもこれも貫通固定する。平均2.0mm厚、帯板部分は3mm厚となり、四隅のアングル部分は4.5mm厚(アングルが1.5mmであるため)となる 羽目板はシャーリングで加工すると理想的な断面を得られていかにも「それらしく」なるが、すべてのパーツの穴を共通にすることもあり、これまたいつものとおりレーザーカットでカット・ショット穴加工してもらった。 ショット穴があいている場合には頭を使わず、ケガキもせずいきなり穴開け加工できることもあり、作業時間が圧倒的に少なくてすむ。またショット穴がポンチの代わりになることもあり、写し開けしなくても穴の位置がきっちりそろうのである。 羽目板の断面はレーザーカットにより直角になるので、穴あけ加工が終わったら端面をヤスリで斜めに落として「それらしく」加工する。 まずは穴あけから・・・ |
|
 |
 |
|
2.0mmドリルで穴あけ |
カットが終わった羽目板各種。 |
| 羽目板はできるだけ形状が均等になるよう設計している。基本的に上下左右・表裏を区別なく使えるようにしてあるのでとにかく穴を開けまくる。
穴あけが終わったら真鍮アングル15×15×1.5を108mmにカットし、これを四本作る。妻板にバイスで仮固定して穴を写し開ける。 |
|
 |
 |
| 私は設計・製作双方とも仕事の関係で連続して行うことができず、設計の途中で1年ぐらい放置し、その後また再開したりするため、写真のようにアングルを妻板に仮止めした時に長さが短かったりすると「しまった!また設計ミスだ!」と動揺することが多い。しかしトム50000型は妻板が側板よりも長いためこれでよかったのである。
本人はそんなことをわすれていたので設計図面を見直して一段落した。 しかし、この動揺が影響したのか上右写真のように妻板と側板を組み合わせたところで穴あけミスに気が付きアングルを作り直すことになった。というのは妻板の端面は側面板がかぶるように設計していたにもかかわらず、双方ともかぶらない位置に穴あけをしてしまったのである。 穴位置は板厚分1.0mmずれてしまったので再度穴あけしても使うことができず、やり直しとなった。上右写真は正しい位置で接合されている写真である。妻板・側板それぞれのアングル取り付け穴加工が完了したら、仮組して下周りに乗せてみる。 |
|
 |
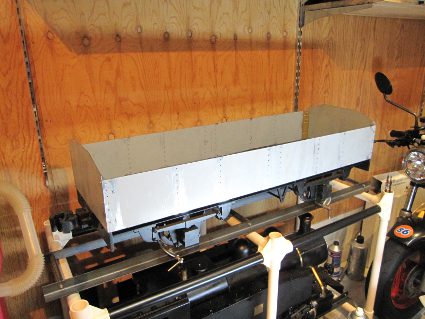 |
| 写真は底板がついていない状態だが、設計通りの寸法になっていた。 | |
 |
|
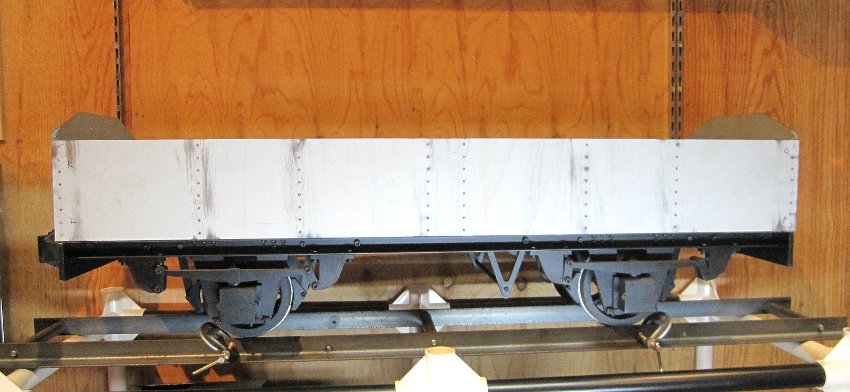
| ひとまず形になった。次は底板とのアングルを取付けて箱にし、羽目板を取り付ける。まだまだかかりそうである。
|
|
|
|
|