| 2006年11月 煙室②
|
|
|
先月に引き続いて煙室を加工する。 煙室最大の難所、蝶番である。蝶番受けの取付位置は皿モミ加工で位置が指定してある。図面上の数値と実測した数値にわずかな誤差があったが特に問題になるわけではないのでそのまま加工した。 凹型をした蝶番受けは機械加工済みできっちり寸法がでている。実物の8620の蝶番とは大幅に形状が異なるが、このような強度が必要なパーツはそのまま使うほうが良い。煙室戸は実際かなりの回数開閉されることになるので丈夫に越したことはない。 ハイトゲージで正確に罫書いた後、ドリルで穴あけする。さらにこの取付ネジはヒンジの下になるので皿ネジを使う。そのため皿加工をしなければならない。 |
|
|
|
|
|
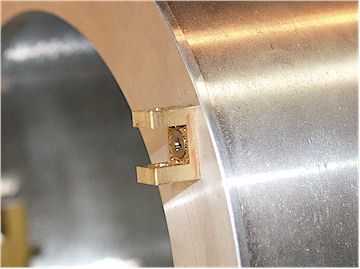
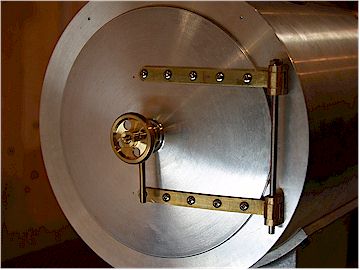
皿ネジで固定する |
カンヌキ・蝶番受け |
| 写真は取付が終わった蝶番受けである。丸く加工しなければならないが、これはヒンジと同時に一番最後に加工する。
|
|
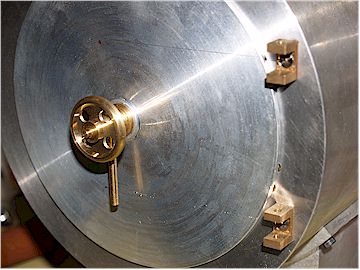
| 煙室戸のヒンジは機械加工の部品が入っていた。7mm×7mmの角材を7mmを残して厚さ1mmまで削った形状のものである。 | |
|
ヒンジパーツ |
|
|
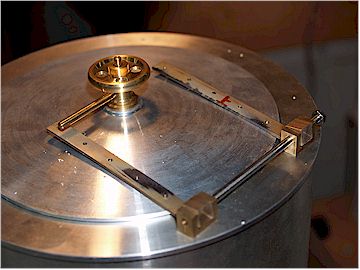
これに煙室戸締結ネジ穴をあけて、緑の破線部分を削り、最終的に煙室戸にぴったりと這わせなければならない。煙室戸は球面なので、前面から見て平衡にこのパーツを取り付けるのはかなり難しい。 そこで、煙室戸と煙室を締結した状態でハイトゲージを使い罫書きをした。
|
|
|
|
|
|
煙室戸に罫書き |
穴を移しあける |
|
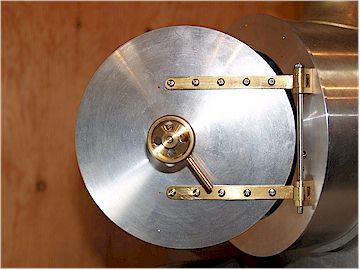
その後、穴あけ加工を終えたヒンジパーツを焼きなまし、蝶番に取り付けて穴を移しあける。適当にまげて煙室戸にぴったりと合うように調整する。 本来はリベットで固定するように指定されている。私もその予定だがとりあえずM2のビスで固定した。その後、蝶番部分およびヒンジの先端をヤスリでR加工する。この加工はジグを利用しておこなった。 加工前のヒンジと蝶番はオーバースケールのような気がしたが、R加工を終えるとちょうどよい大きさになった。鍋ビスの頭が気に入らないので全ての加工が終わったらリベットに変更する。 |
|
|
|
|
|
閉じた状態 |
開いた状態 |
| 今月はこれしか工作できなかった。
|
|
|
|
|