| 2005年12月 第9回頒布 給排気管
|
|
|
給排気管はずいぶん前に頒布を受けていたが、取り付ける必要がなかったので後回しにしていた。 コッペルの工作は左右のネジピッチを変えることで給排気管のセンター出しを楽にしていた。このやり方は組み付けが大変だが調整と工作は楽になる。 セントラル鉄道のやりかたは、組みつけが簡単で、調整と工作が難しいというやり方だった。機械加工済みキットの場合には工作はする必要がないので組みつけが簡単になるようになっているのだろう。 主蒸気管と排気管のT字継ぎ手部分はライブの工作の中でも工夫が必要なところである。セントラル鉄道の方式もなかなか興味深い作りになっていたので自作する人には参考になるかもしれない。 |
|
| 送られてきた部品は以下のとおりである。 | |
|
給気管構成部品 |
|
|
写真には写っていないが一番外側になるパーツの袋ナット部分にはOリングが入る。T継ぎ手の二つの穴はオイルポンプの注入口である。本来はただ組み付けるだけで終わるパーツであるが、そう簡単には行かないのがこのキットの特徴である。上写真は修整加工を終えた後の写真。 まずは説明するためにそれぞれの部品に名称をつけなくてはならない。両端のネジは「エンジン継ぎ手」、次に真ん中のT字型のものは「T字継ぎ手」とする。そしてそれぞれのあいだに挟まる部品を「中継ぎ手」と勝手に命名しておく。 エンジン継ぎ手はエンジンにねじ込み、しかるべき長さにねじ込んだ後ナットで固定する。一方、T字継ぎ手には先に中継ぎ手をねじ込んでおき、エンジン継ぎ手と中継ぎ手の隙間をOリングの厚みと同一、且つT字継ぎ手が台枠の真ん中に位置するよう左右の中継ぎ手のねじ込み量を調整する。 と、通常ならなるはずであるが、そうでないところがこのキットの面白い?ところである。 結局M12×1.0のタップとダイスを購入することになり、自作と同じ費用がかかった。加工は次の位置である。 |
|
 |
 |
|
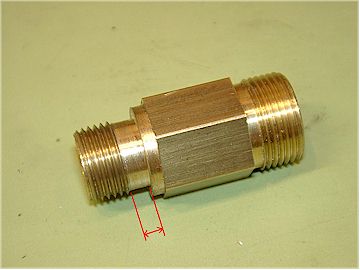
中継ぎ手加工 |
エンジン継ぎ手加工 |
|
中継ぎ手はT字継ぎ手に、より深くねじ込めるよう突っ切りバイトで逃げ加工を行なう。(赤矢印) 加工が難しかったのはエンジン継ぎ手のダイス立てである。理由は旋盤にチャックする側がフランジ加工されているのでチャックができなかったため。結局エンジン継ぎ手の内径にぴったりの丸棒をとおしてロックタイトで固定した後、丸棒を旋盤でチャックしダイスを立てた。加工が終わったらガスバーナーで暖めてロックタイトを外して出来上がりとなる。 ロックタイトは接着力が強力でありながら180℃ほどに暖めると簡単に外すことができるので重宝する。左の加工後のエンジン継ぎ手がやや変色しているのはバーナーで加熱したことによる。 |
|
|
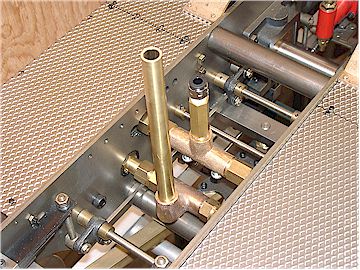
一方、排気管は全く同じ構造でありながら、全く修正加工する必要はなかった。工作は割愛する。 セントラル鉄道の機関車工作はボール盤だけでできるか?という疑問はライブスチーマーのあいだで語られる疑問だ。今まで紹介してきた工作では、完成度や見栄えを気にしない(作品としての品位を問わない)という条件付であれば旋盤は不要だった。 しかし、今回の中継ぎ手の加工だけは旋盤がなくてはできない修正だった。偶然私が得た部品が悪かっただけかもしれないが、旋盤を持っていたために何とかなった。 給排気管を組み込んだ状態が以下の写真である。給気管にはエアテスト用の継ぎ手(真鍮六角棒とエアーメイルコネクター)を取り付けておいた。 |
|
|
|
|
| これでエアーテストを行なうために必要なパーツが全て揃ったことになる。
|
|
|
|
|