|
ボイラーケーシング ライブスチームのメーカー製品をあちこちで開催される運転会で研究してきたが、ほぼ100%、ボイラーケーシングをボイラーに巻き付ける方式を取っている。 この方式の最大の欠点は「ボイラーを簡単にはずすことができない」ということである。そのため軸動ポンプのメンテナンスを考えて下から引き出せるように改良したり、配管を樹脂に変更したりするのである。 とくに国鉄型5インチともなるとボイラーの重さはかなりのものになり、おまけに最近の細密化に伴ってボイラーケーシングには空気作用管、砂撒き管、ジェネレータ、梯子などケーシングを外すための前作業が大変になる。 安全管理上も問題がある。いくらライブスチームの銅ボイラーがメンテナンスフリーに近いものであっても、水圧試験はそのときその時点で圧力に耐えたということを証明するものに過ぎない。車の車検に似たようなものだ。「車検を通すためになんでもする」人もいるだろう。 厚生労働省労働基準局の管理下にあるボイラーは性能検査する祭に、検査員はその場でボイラー覆いの一部および全部を外すように指導することもできる。要するに、目視検査も含めて将来考えられる破損をあらかじめチェックしているのである。(厚生労働省労働基準局安全衛生部安全課監修「わかりやすいボイラー及び圧力容器安全規則」より) であるなら当然ボイラーは簡単におろすことができるようにすることが安全管理上も好ましい。 あらかじめケーシングにも強度を持たせて独立したパーツとし、ボイラーの有無に関わらず機関車の形になるようにした。ボイラーの製作記で説明する予定だが、ボイラーは一番最後に運転席側からズドンと突っ込んで配管をネジ止めするだけで装着できる。 ボイラーをおろす作業も15分ぐらいでできるだろう。 今回の報告は工作記ではなく外注記である。 図面のものをレーザーカットし、丸め加工・曲げ加工をした。緑線はレーザーカット部分、水色の破線はレーザー罫書き部分。これにより丸めた後の中心線・水平線の割り出しが楽になる。ロールマシンで加工する場合は先に穴と罫書きを仕上げておいたほうが簡単だ。 部品①はボイラー部分で右側が煙室側、左側が運転室側になる。
|
|
|
部品① |
|
|
部品② |
|
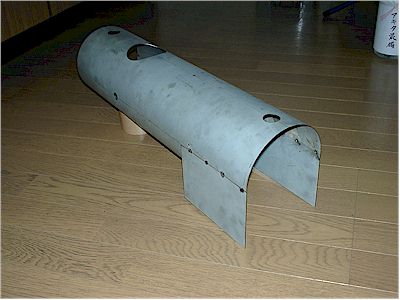
| 材料はボンデと呼ばれる錆止め処理がされている鉄板を使用した。厚さは1mm。もう少し厚い素材でもよかったかもしれないが、簡単に作り直しができるのでまずは1mmで発注した。いつも使用している黒鉄板とは色が違う。 | |
 |
 |
|
カット・罫書き・丸め・溶接を終えたケーシング |
|
|
後はダミーバンド巻いて、煙突をとりつければ完成だがこれはまた今度。煙突の取り付けは非常に難しい。特にコッペルのような長く、ちょっとでも傾くとすぐに気づかれるようなものは厄介だ。
|
|