| 膨張受・動輪位相調整
|
|
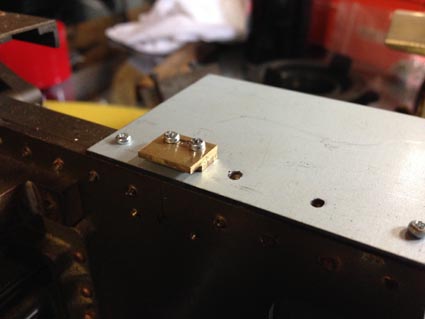
| 煙室台の取付が終わったので、続いて後部膨張受けを製作する。この膨張受けは図面上台枠上面を基準として取り付けられることになっているが、実際には運転室床板の上に取り付けられることになるので、他の部品とまとめてレーザーカットを発注しておいた。
床板を台枠に取り付けてここからスタートである。 |
|
| 膨張受けは3mm厚の真鍮板を半分1.5mmミリングして作るが、面倒なので1.5mmのアングルを糸鋸で切出して銀ロウ付けで作ることにした。 | |
 |
|
| よく見るとわかると思うがアングルの一辺を1.5mm残してカットし、カットした廃材を所定寸法にカットしてロウ付けしているだけである。これを半分に切って左右の膨張受けとする。
問題は膨張受けの取付位置だった。これは毎度のことだがCAD上で採寸をした現物を組合わせて位置を確定した。この時間がかなりかかっている。 |
|
 |
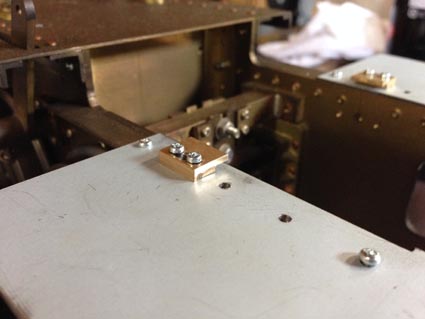 |
| 構造はこの通りかなり簡単である。ボイラーの側面にはアングルが取り付けられており、それを押さえ込む構造になっている。ボイラーは進行方向にスライドできる。
|
|
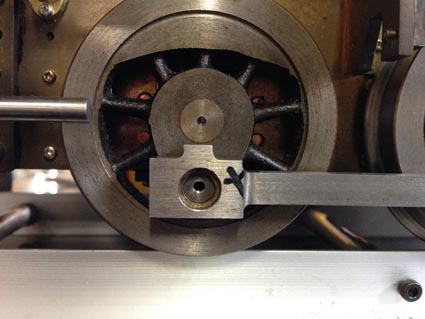
| 動輪は一箇所引っ掛かり気味である。動かないわけではないが引っかかりを感じるのである。
この原因を突き止める。右左のロッドを順列組み合わせで取り付けて動きが悪くなるところ確認した。進行方向左側、第一動輪のクランクピンであると判明。クランクピンツバをはずして連結棒を取り付けるとストレスなく動輪は回転する。 はずしたツバに?を発見した。左側だけワッシャーを代用していたのである。おそらくなくしたのだろう。ワッシャーをはずすと以下のような構造だった。 |
|
 |
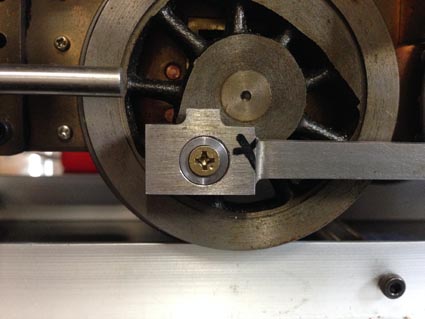 |
| このタイプの連結棒ツバはロッド表面から突き出ることなくロッドを固定できる。第一動輪はクロスヘッドとの干渉があるのでこのようにしたのだろう。非公式側のツバを採寸して旋盤で削りだした。取り付けた状態が上右写真である。ツバをはずして機関車を前後往復させると問題ない。
位相は問題ないと思われるが、ツバを締めこむと動きが悪くなる。ツバの厚みと寸法を見直して再製作する。公式側・非公式側両方行い、ブッシュ内径にはまる部分と外形を0.2mm小さくして対応した。 動きはかなり改善され問題ないレベルまで達した。 |
|
 |
 |
| 再製作したツバ。表と裏である。裏はさらに段差があり、一部がブッシュの中に入る。裏のフランジと外形を0.2mm小さく製作した。これにより多少の誤差は許容できる。 | |
| 結果は完璧で実にスムーズに動輪が転がるようになった。3インチ半の機関車は小さくて持ち運びが楽でとにかく体への負担が少ない。
|
|
|
|
|
| とりあえず・・・これで最終回です。 | |